Cabeçote todo desmontado, comecei o trabalho de limpeza e preparação.
Para limpeza total, com remoção até da tinta antiga, usei jato de micro-esferas de vidro. Alias, para o motor todo, inclusive carburadores. Mas, para usar este método, depois, tem que ser tudo muito bem limpo. Qualquer "grão" de areia ou esfera de vidro irá causar algum (pequeno) dano ao motor, principalmente rolamentos e mancais que possuem folgas muito pequenas.
Abaixo mostro (de novo) como estava o "carvão" nos dutos e câmera de combustão.
Após a limpeza, já fica muito melhor. E o mais importante, todos os "defeitos" ficam mais visíveis. Estes defeitos são provenientes geralmente de falhas inerentes ao processo de fabricação, em especial, ao de fundição.
A remoção total de tinta também vai permitir uma melhor pintura. Pretendo pintar em Epóxi, porém, liquida (dois componentes). Esta tinta aguenta bem este nível de temperatura e é extremamente resistente, tanto à abrasão de pedras e areia como ao ataque químico de produtos de limpeza e combustível.
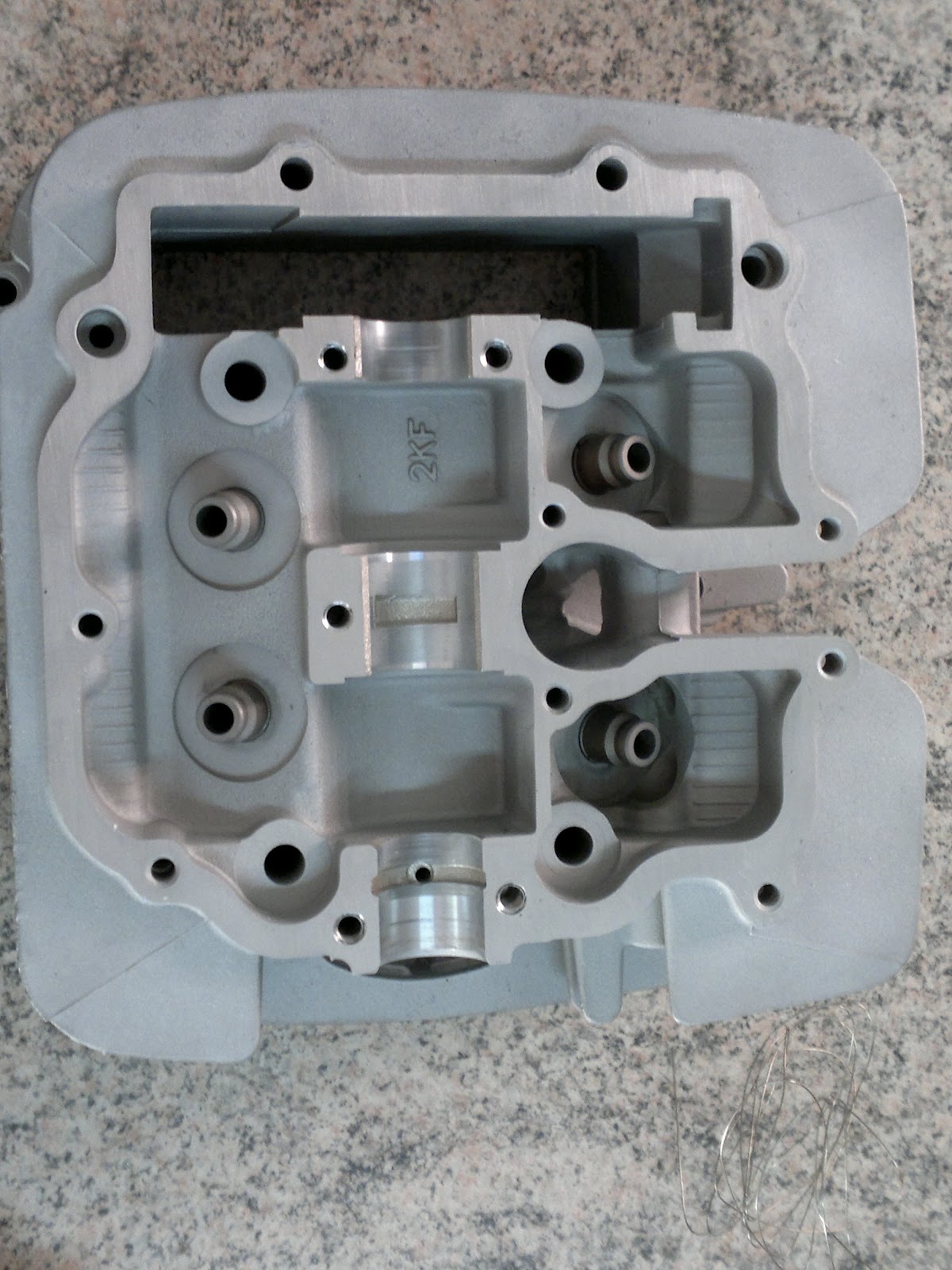
Os colos dos mancais na "tampa" do cabeçote estão em muito bom estado. alias, um lembrete, para jatear, estes foram protegidos (e sempre deve ser).
Já os colos do lado do cabeçote (lado das válvulas), estão "riscados". Os riscos não são profundos, mas, são riscos. Estou estudando o que vou fazer.
Sobre os dutos, continuando, eles têm vários pequenos defeitos. O mais visível é a emenda do "macho de fundição" que pode ser visto na foto acima (duto superior lado esquerdo). Existem ainda "defeitos" provocados por deslocamento destes "machos" nos moldes. Estes são mais sérios, principalmente quando pensamos no rendimento do motor pois provocam mais turbulências no fluxo de gases.
Se olharmos de perto iremos ver que os dutos de admissão e escape estão com rugosidade muito alta. Isto funciona assim, sem maiores problemas, mas, se quero tirar o máximo em desempenho (ou pelo menos, melhorará-lo), estes dutos devem ser o mais polidos possível. Grosseiramente falando, polindo, o atrito ao escoamento do ar será menor, ou seja, encherá a câmera mais rapidamente e melhor. O mesmo acontecerá com o esvaziamento pelos dutos de escapamento.
Aqui cabe algumas observações:
- a rugosidade nos dutos de admissão trazem alguns benefícios. Um deles e deixar o escoamento "turbulento" e isto melhorará a mistura do combustível no ar e melhorará o rendimento da queima. Isto é realmente válido quando usamos o álcool como combustível porque este tem algum problema de se gaseificar principalmente à baixas temperaturas. Muitos afirmam que isto também vale para a gasolina (que é o caso desta "coitada"), mas, há controvérsias...
- A rugosidade "descola" o escoamento de ar da parede do duto, principalmente em escoamentos com regime laminar. Mas eu duvido que o escoamento nestes dutos sejam laminares, principalmente por causa dos curtos espaços entre os obstáculos e curvas (carburador, filtro, caixa de ar...). Isto seria bom em uma "asa", mas, num duto, que tem uma secção definida, não adianta muito...
O trabalho de polimento começou. Inicialmente com uma micro-retifica, usando rebolos (pontas montadas) para o desbaste mais grosseiro. Com isto, removi os defeitos mais grosseiros (como a emenda do "macho de fundição"). Depois, usei as lixas rotativas que já iniciam o processo de acabamento.
E agora estou no processo manual, na lixa 220 (ferro). Ainda vem várias outras granas de lixas, quero ver se consigo (ter paciência e) chegar até a grana 600 ou 800 (água).
Depois mostro como ficou o acabamento ao final de cada fase... o duto da foto acima (esquerdo, superior) dá uma ideia do atual estágio...